
Tin tức
Các lỗi thường gặp trong hàn MIG và cách khắc phục
Th5
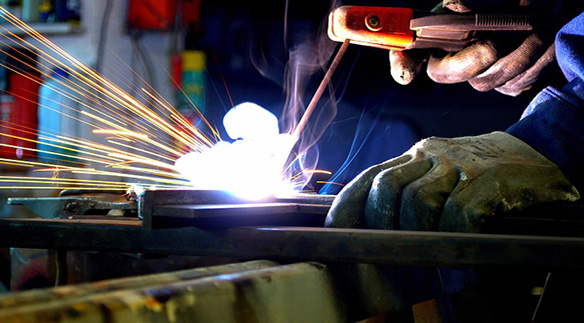
Hàn MIG còn được gọi là hàn dây vì cơ chế cấp dây tự động vào vùng hồ quang trong máy hàn MIG. Đây là một phương pháp bán tự động được sử dụng nhờ khí trơ bảo vệ mà không cần lõi thuốc ở trong, hồ quang sẽ được tạo ra trong quá trình hàn ở giữa điện cực và bề mặt của vật hàn. Hồ quang sẽ tác động lên vũng hàn làm thay đổi thành phần bởi do sự kết hợp giữa phần hợp kim bị cháy và khí bảo vệ của máy hàn MIG. Vì vậy hàn MIG đòi hỏi người thợ hàn phải vững tay nghề và có kinh nghiệm cao, không sẽ rất mắc phải các lỗi. Vậy trong bài viết này, Công ty Phúc Thắng sẽ nêu các lỗi thường gặp trong hàn MIG và cách khắc phục.
1. Hồ quang khó mồi:

Hiện tượng hồ quang khó mồi
Nguyên nhân:
-
Máy hàn MIG chưa được mở gas hoặc hết gas.
-
Cực tính sai.
-
Cách nối điện hay kẹp mát chưa tốt.
-
Bị hỏng mạch điều khiển.
Cách khắc phục:
-
Kiểm tra lại van khí của máy hàn MIG hoặc thay bình khí mới.
-
Chế độ cực tính đúng phải là DCEP (Electrode +, Chi tiết -).
-
Kiểm tra lại mối nối và kẹp mát.
-
Thay các linh kiện hỏng trong mạch điều khiển.
2. Lỗi bị cháy dây trong máy hàn MIG (Burnbacks) hay hồ quang bị thất thường

Các nút điều chỉnh trên máy hàn MIG
Nguyên nhân:
-
Sai kích cỡ của bánh xe cấp dây. Áp lực của bánh xe ép dây không đủ lớn hoặc quá lớn.
-
Cấp dây chậm.
-
Bộ phận Contact tube bị mòn hay bị dính phóng hồ quang.
-
Nguồn điện áp cung cấp có vấn đề.
-
Cực tính sai.
-
Nhiệt độ súng hàn cao.
-
Ống dẫn dây bị mòn hoặc bẩn.
Cách khắc phục:
-
Thay bánh xe cấp dây phù hợp và điều chỉnh lại áp lực của bánh xe ép dây.
-
Điều chỉnh tốc độ cấp dây.
-
Thay Contact tube hoặc làm sạch.
-
Kiểm tra và ổn định nguồn điện.
-
Chế độ cực tính đúng phải là DCEP (Máy hàn + Chi tiết ).
-
Kiểm tra lại hệ thống nước làm nguội hoặc nguồn cấp nước hoặc cần súng có công suất lớn cho máy hàn MIG.
-
Thay ống dẫn.
3. Hiện tượng rỗ khí:

Lắp đặt máy hàn MIG đúng cách
Nguyên nhân:
-
Khí trong máy hàn MIG bị nhốt do rối dây hoặc dòng hàn quá cao.
-
Dây hàn, bánh xe, ống dẫn dây, chi tiết bị bẩn.
-
Ống dẫn dây bị bẻ gấp.
-
Khí bảo vệ trong máy ẩm.
-
Hệ thống nước làm nguội bị rò.
-
Văng tóe nhiều từ vũng hàn.
-
Mối hàn có tốc độ nguội lớn.
-
Trượt bánh xe đè dây.
Cách khắc phục:
-
Điều chỉnh lưu lượng khí hoặc giảm hay tăng tốc độ hàn.
-
Làm sạch và để khô hoặc thay mới (nếu cần thiết).
-
Điểm sương (Dewpoint) phải lớn hơn -400F.
-
Sửa súng hàn.
-
Hiệu chỉnh các thông số liên quan.
-
Tăng hoặc giảm tốc độ hàn.
-
Tăng áp lực đè hoặc thay bánh xe.
-
Thay đổi vị trí máy.
Bên cạnh những lỗi thường gặp trong máy hàn MIG nêu trên còn có các lỗi như: nứt nóng chân chim, nứt miệng, không đủ ngấu, mối hàn bị bẩn, không đủ chảy, dây cấp nguồn hàn quá nóng,… đều các cách khắc phục tương tự các lỗi nêu trên. Chúng tôi mong bài viết này sẽ giúp ích cho các bạn để khắc phục những lỗi đó trong máy hàn MIG. Ngoài ra, công ty Phúc Thắng chúng tôi chuyên cung cấp các loại máy hàn MIG chính hãng và tốt nhất. Hãy liên hệ với chúng tôi để được tư vấn chi tiết và cụ thể nhé!